
As outlined in our introduction to UHPC concrete blog, UHPC is a new class of cementitious composite that originated in Europe almost 55 years ago. Some of today’s UHPC implementations reflect the advancement in the science and understanding of cementitious building materials over the last decades. UHPC is the latest evolution in the almost 200 years history of Ordinary Portland Cement (OPC)-based construction material known as concrete. While still a small percentage of worldwide concrete production, UHPC is one of its fastest growing parts and the global market for this type of concrete is projected to reach US$1.3 billion by 2025.
Many features are typically used to describe normal concrete (NC), but the one commonly used is its compression strength which is in the range of 4,000-6,000 psi (28-41 MPa). A typical concrete mix consists of a combination of Portland cement, sand, aggregate and water plus a wide range of Admixtures in specific proportions. The ‘gold standard’ for NC, as it is known, is a combination of one-part Portland cement, two parts sand, three parts aggregates, and half a part water.
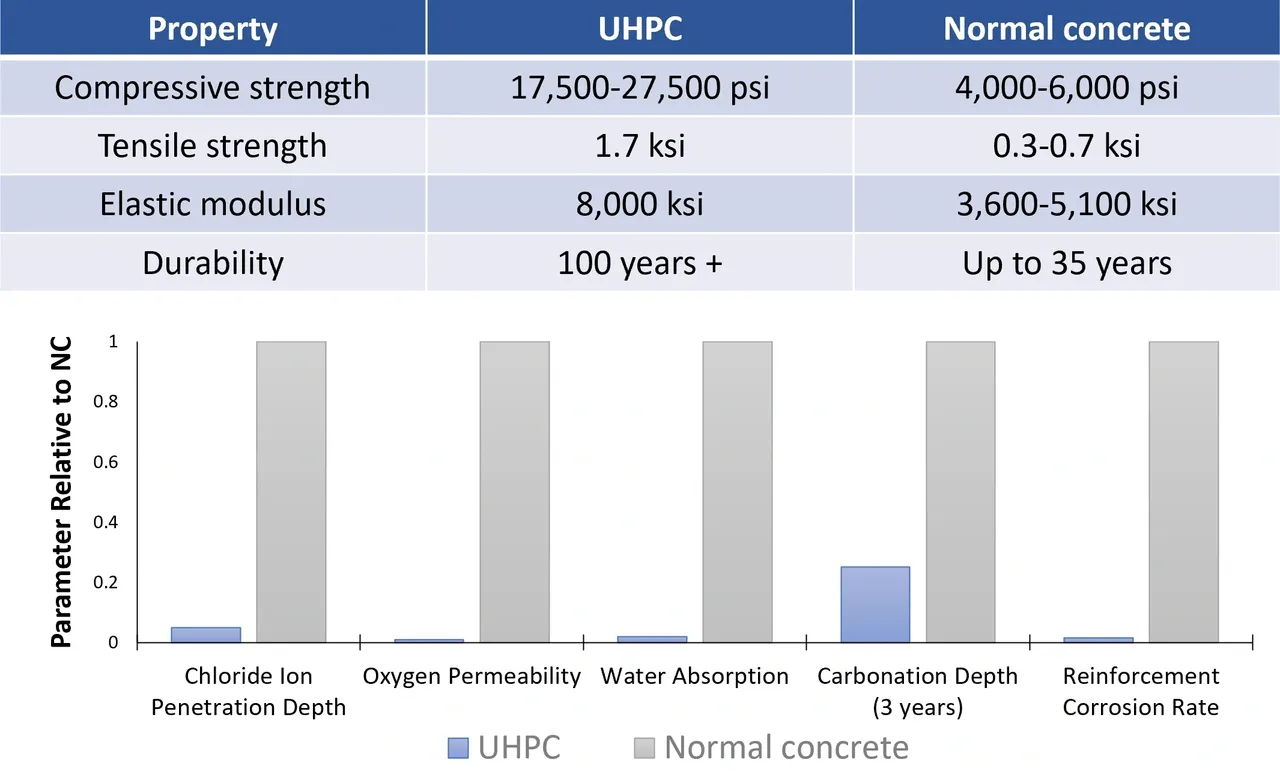
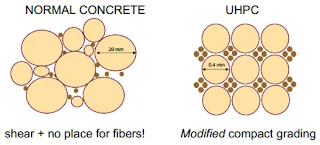
In contrast, Ultra-High Performance Concrete (UHPC) achieves strengths above a minimum of 17,500 psi (120 MPa) based on USA Standard and is defined by its superior strength, ductility, durability and toughness. It typically consists of Portland cement (i.e. ASTM Type I/II and IV), supplementary cementitious materials (SCMs), well-graded quartz-sands & different types of nano silica, high-range water reducing admixtures (i.e. superplasticizers) and water. To increase ductility it is supplemented with steel fibers, which is known as UHPFRC (Ultra High-Performance Fiber-Reinforced Concrete). UHPC has a much lower porosity than NC based on the fact that it uses fine particles – without coarse aggregates – in combination with a low water to binder ratio to produce a very dense impervious concrete. Particle packing typically is in the range of 85%, leaving only minimum void space between particles. These voids are filled by a combination of very fine ‘filler’ and the binder paste.
The very dense structure of the UHPC concrete system results in a reduction of capillary pores to the point that there are no communicating capillary pore systems. As a result, UHPC is impervious to water and chloride penetration.
The majority of today’s UHPC systems are based on the addition of silica fume and quartz flour, very fine quartz sand, to the concrete system. Silica fume is a highly reactive pozzolan that reacts with the calcium hydroxide (CH) in the cement paste when activated by the addition of water. The reaction produces calcium silicate hydrate, C-S-H, the strongest glue in the hardened concrete. Additional pozzolanic ingredients react similarly with the binder paste to produce additional Ca(OH)2, further enhancing the creation of C-S-H in the curing process.
Water is the key ingredient to start the concrete hydration process. However, it is also the culprit for the majority of today’s early degradation of NC. Too much water creates higher porosity in the NC resulting in early degradation of the concrete. It also decreases the pH value which leads to the corrosion of the steel reinforcement. However, as more water makes the fresh concrete easier to handle, it remains the major problem for all cast-in-situ concrete applications. In contrast, UHPC works with a very low water to binder ratio, as low as 0.16. As this low ratio does not allow the binder to be fully wetted, a high range water reducing agent (HRWR) must be used. This HRWR or Super Plasticizer (SP) supports the wetting of the blend of cement, SCM and sand creating a flowable, low viscosity system when mixed in a high shear mixer. As HRWR or SP are typically added to the UHPC system during the wet mixing process, these admixtures can be easily adjusted to optimize the desired slump of the UHPC system or adjust it to changes in temperature or humidity. In addition, manipulating the viscosity of the UHPC makes easier to manage its pot life and allows for transportation in concrete mixer trucks.
A broad range of Admixtures are typically added to the UHPC system during mixing. These admixtures include accelerators, retarders, slump retention, stabilizers and others. Some of them are mandatory for casting at low temperatures or reaching a high early strength pertaining to road and bridge repairs where the closure of a road or bridge results in adverse traffic conditions. However, in many cases the interaction between various admixtures has not been studied thoroughly enough and may result in early deterioration of the UHPC.

Most UHPC applications, other than for offshore use, demand the use of fibers (most commonly steel or/and polypropylene fibers) to reach a high level of ductility and compensate for the relative brittleness of the UHPC system. Steel fibers enhance flexural and direct tensile strengths and also have a small positive impact on the compression strength. Adding steel fibers eliminates the need for further steel reinforcement in many applications reducing overall cost, time to completion and carbon footprint. As these steel fibers are small, typically 12mm x 0.2mm, they are directly mixed into the UHPC system during the wet mixing process assuring a homogeneous distribution throughout the system. For instance, should a concrete barrier made from UHPC get impacted by a vehicle or get struck by a strong punctual force, the steel fibers help dampen the energy transfer and prevent cracks from spreading throughout the structure. While the industry keeps arguing whether such a system should be named UHPFRC, the term UHPC is widely used for the steel fibers enhanced system.
Most UHPC systems today make use of well-graded quartz- or silica sands. Other sands can be used as long as organic contamination is absent and the particle size distribution can be optimized. These graded sands enable a strong bond with the binder paste increasing the durability of the UHPC. Moreover, the low levels of impurities within quartz sand make it almost inert to chemical reactions that could compromise the UHPC’s durability.
To ensure a good homogeneity of the mixture of cement, SCM and sand plus any other dry ingredients of the UHPC system, dry blending needs to be performed ensuring the homogenous distribution of all ingredients. Due to this, UHPC is delivered pre-mixed in bags, jumbo bags or silos to the construction site. The absence of coarse aggregates and the low water-to-binder ratio in UHPC requires appropriate mixing equipment as compared to normal concrete. However, a good pan- or horizontal shaft mixer is sufficient for on-site mixing. Once mixed, UHPC can be transported and delivered in standard ready-mix trucks.
Fresh properties of concrete are critical for its casting or placement. Historically, many UHPC systems have shown inconsistent fresh properties based on temperature, humidity or mixing equipment. A flow test of the freshly mixed UHPC is the best measure assuring its performance. This test measures the “spread” of the fresh UHPC rather than inches of slump as used for normal concrete. Pending the application, “spread” diameters for UHPC using a standard mini slump cone are in the range of 10 to 15 inches. This makes UHPC self-leveling and self-compacting resulting in an easy to place material.

While UHPC may have a higher binder content than normal concrete, it has a significantly lower carbon footprint than normal concrete. Key factors are the elimination or reduction of steel reinforcement, the use of less concrete for a given structure and the extended durability.
UHPC enhanced with steel fibers, UHPFRC, eliminates or significantly reduces the need of steel reinforcement as used in standard concrete. Pending the application, up to 80% of steel can be eliminated using UHPC! This alone results in a reduction of CO2 emission by up to 70%.
The reduction of volume of material required for identical or better results with the use of UHPC compared to conventional concrete solutions further decreases the environmental impact caused by energy emissions. Assuming a lifetime of normal concrete of 35 years compared to a minimum of 100 years for UHPC, the carbon footprint of UHPC is up to 12x lower than the one for normal concrete. This ignores the ongoing repair requirements for normal concrete which keeps an entire industry busy year by year!
UHPC is not a replacement to normal concrete, but is a solution to existing problems. UHPC requires significant changes to the way the structural designs or/and repairs are planned and executed. Academic proponents for the use of UHPC/UHPFRC like Prof Eugen Bruehwiler of the EPFL Lausanne, Switzerland, have proven the huge advantages coming with weight reduction and structural optimization when using UHPFRC. A given bridge structure can be implemented at lower cost when using UHPFRC rather than normal concrete.
Good news is that the worldwide leading construction consulting companies have started to embrace UHPC making use of its superior features and including it in their designs. This will result in an increased volume and more competition between UHPC suppliers further reducing today’s cost of UHPC.
The same is true for government agencies like the Federal Highway Administration (FHWA) in the US, which have been promoting of UHPC for a long time. To learn more about UHPC you may want to check out www.fhwa.dot.gov or similar websites. Stay tuned for more.